ジャパンナレッジ
高炉
こうろ
blast furnace 英語
shaft furnace 英語
shaft furnace 英語
溶鉱炉の別名。金属鉱石から脈石を分離して溶融状の金属を得る工程(金属溶融精錬)に用いる炉を溶鉱炉といい、なかでも鉄鉱石から銑鉄を生産する溶鉱炉は背が高いので高炉という。
[原善四郎]
高炉の歴史
高炉の起源は、中世にヨーロッパ中部で発達した立て型製鉄炉(ドイツ語でステュックオーフェンSt ckofen)にさかのぼる。立て型炉の上方から鉄鉱石と木炭を互層状に装入し、下方から空気を送って木炭を燃焼させると、発生した高温の一酸化炭素ガスが鉄鉱石中の酸化鉄から酸素を奪い(還元)、金属鉄に変える。ステュックオーフェンの産物は固形の鉄塊であった。15世紀初めにライン川下流地域のステュックオーフェンのなかに、水車駆動のふいごの送風力を増すことにより炉内温度を高くし、溶融状鋳鉄を生産するものが現れた。この炉では高温の金属鉄が炭素を吸収して融点の低い鋳鉄となった。また鉱石中の脈石(主としてケイ酸)が装入物に添加した石灰と結合して溶融スラグ(鉱滓(こうさい))となり、鋳鉄から分離して流出した。初期の高炉は鋳鉄砲と砲丸の生産を目的として発達したといわれる。
ckofen)にさかのぼる。立て型炉の上方から鉄鉱石と木炭を互層状に装入し、下方から空気を送って木炭を燃焼させると、発生した高温の一酸化炭素ガスが鉄鉱石中の酸化鉄から酸素を奪い(還元)、金属鉄に変える。ステュックオーフェンの産物は固形の鉄塊であった。15世紀初めにライン川下流地域のステュックオーフェンのなかに、水車駆動のふいごの送風力を増すことにより炉内温度を高くし、溶融状鋳鉄を生産するものが現れた。この炉では高温の金属鉄が炭素を吸収して融点の低い鋳鉄となった。また鉱石中の脈石(主としてケイ酸)が装入物に添加した石灰と結合して溶融スラグ(鉱滓(こうさい))となり、鋳鉄から分離して流出した。初期の高炉は鋳鉄砲と砲丸の生産を目的として発達したといわれる。
16世紀の高炉は本体高さ6メートル、日産1トン程度であった。18世紀にイギリスで木炭のかわりに石炭コークスを高炉に用いることに成功し(ダービー1世、1709)、蒸気機関駆動の送風機を用いるようになって(同2世、1755)、高炉は森林や水流から離れて立地できるようになり、かつ生産能力も増して産業革命を起こす要因の一つとなった(1771年、高炉は高さ9メートル、日産4.5トン)。ついでイギリスにおける高炉技術の発達(ニールソンJ. B. Neilsonによる熱風送風、1828。フォールによる炉頂ガスの回収、1832。カラパールによる蓄熱炉、1857)により高炉廃ガスを蓄熱炉で燃焼し、高炉送風の加熱に利用する近代高炉の様式ができあがった(1872年、高炉は高さ24メートル、日産65トン)。
高炉技術は次いで19世紀後半から20世紀前半にかけてアメリカを中心として、コークス強度の上昇、粉鉱焼結法、原料巻上げ・装入装置の機械化、送風量や圧力の増大など著しく発展し、1897年のデュケーヌ高炉(高さ30メートル)は日産700トンを記録した。1930年代のアメリカの高炉は日産1000トン(高さ30メートル、炉底直径8メートル)に達した。
第二次世界大戦後、日本では、(1)鉄鉱石の整粒、粉鉱の焼結・ペレット化などの鉱石事前処理技術、(2)送風の酸素富化、高温、調湿、燃料吹込み、高圧化などの高炉操業技術、(3)高炉炉内反応の解析に基づく管理技術が著しく発達するとともに高炉の大型化が進み、1970年代の高炉は高さ30~35メートル、炉底直径14メートル、日産1万~1万2000トンに達した。その後も高炉の大型化が進み、現在では高さ100メートル、炉底直径が15メートル以上のものが主流となっている。
[原善四郎]
炉内状況と化学反応
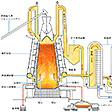
日本で操業中の高炉を急冷、解体調査することによって操業中の炉内の状況がかなり明らかになってきた。また、スーパーコンピュータを用いて炉内を再現するシミュレーションも行われている。炉内は物質の物理的状態によって塊状帯、融着帯、滴下帯、レースウェー、湯溜(ゆだま)りの5領域に分かれており、各領域で生じている物理的変化と各成分の化学反応は次のとおりである。
(1)塊状帯 上方から互層状に装入された鉄鉱石とコークスとが、粒間を上昇してくる気体によって加熱されつつ下方へ移動する。鉱石の温度が上がると鉄鉱石Fe2O3、Fe3O4の一酸化炭素COによる還元で金属鉄も生じてくる。
(2)融着帯 鉱石中の脈石がスラグをつくり始め、また金属鉄中への炭素の吸収で低融点の鋳鉄ができ始め、鉄鉱石が軟化融着する。滴下帯からくる高温気体はコークス層で分配される。
(3)滴下帯 融着帯で生じ始めた溶融鋳鉄(溶銑)およびスラグがコークス塊のすきまを滴下する。スラグ生成反応はこの領域で盛んに生ずる。滴下帯の下方中心部のコークスはほとんど静止しており(炉心)、周辺のコークスはレースウェーへ移動する(活性コークス部)。
(4)レースウェー 羽口(はぐち)(送風口)の直前部分である。羽口から吹き込まれる高温空気によりコークスが燃焼して一酸化炭素ガスを生成しつつ激しい旋回運動をする。
(5)湯溜り ここもコークス塊で詰まっているが、コークス塊の間隙(かんげき)に、上層に溶融スラグ、下層に溶銑がたまる。これらは定期的に炉外に排出される。
[原善四郎]
高炉設備
高炉本体は、炉内の高温に耐えるために耐火れんがの内張りを鋼板製の気密 殻構造で囲んだもので、全体が鉄骨櫓(やぐら)構造で支持される。耐火物の寿命を長くするには炉壁を冷却する必要があり、本体の部位に応じて散水、冷却水の循環、水の蒸発熱利用の冷却などが行われる。高炉本体の頂部には、炉頂の気密を保ちつつ原料を炉内へ装入するための炉頂装入装置が設けられる。従来は複数個の円錐(えんすい)形ベルを組み合わせた方式が多かったが、炉の大型化に伴って炉内へ均等に原料を装入するためシール弁と旋回シュートとを組み合わせた方式も用いられるようになった。
原料秤量(ひょうりょう)・巻揚げ設備として、かつては原料入りのスキップを傾斜塔で引き上げ、炉頂で傾倒させて原料を炉に装入する方式が多かった。大型高炉では低傾斜角のベルトコンベヤーが用いられ、鋳床設備を広くすることができるようになった。
高炉の送風には、以前には往復式や遠心式の送風機が用いられたが、大型高炉では大量・高圧の送風が可能な軸流式送風機が用いられている。熱風炉はガス燃焼室および耐火れんがを格子積みした蓄熱室からなり、高炉本体1基当りに複数基を一組みとして設置する。その1基に高炉廃ガスを通して燃焼させ、蓄熱室の格子積みれんがを加熱、蓄熱している間に、他の熱風炉(あらかじめ蓄熱してある)に高炉送風用の空気を送り、高温れんがからの放熱によって熱風に加熱して高炉に送風する。この操作を一定時間ごとに切り換えることにより高炉に高温空気を連続的に送風することができる。蓄熱炉用の耐火れんがの材質および格子積み様式の改良により、高炉の送風温度は1300℃に及んでいる。
高炉の炉頂で回収される廃ガスは多量の粉塵(ふんじん)を含んでいるので、脱塵機、電気集塵機、ベンチュリー・スクラバなどで除塵し、清浄にする。
高炉湯溜りから出る溶銑・溶滓を処置する鋳床設備は、出銑口、出滓口、出銑口開孔機、閉塞(へいそく)用のマッド・ガン、溶銑・溶滓を導く樋(とい)、溶銑を製鋼工場へ運ぶ運搬車、その他の設備を含む。溶銑運搬車には、運搬中に溶銑の温度、成分の均一化を図る混合作用をも行う魚雷形のもの(トーピード・カー)も用いられるようになり、容量600トンに及んでいる。
現代の高炉においては、原料装入量、送風量、圧力、温度の制御や、原料秤量、装入装置、熱風炉、ガス清浄装置の運転はすべて各種計器と制御装置により自動化されている。炉頂ガス成分、炉内ガス成分、温度・圧力分布、溶銑温度・成分を刻々測定する計器の開発も進み、さらにそれらの情報に基づいて、あらかじめ研究された制御モデルとコンピュータによる計算で操業制御を行う技術も進歩している。
[原善四郎]
©SHOGAKUKAN Inc.